『アクアREVOミル 4D』のコンセプトは「ロング刃長で高精度」という干場部長。小型部品の製造や小型マシンの加工で立壁加工を行うと短刃長ではホルダがワークに干渉する、ロングネックだと段差が発生するという問題が起きてしまう。立壁加工に対応するロング刃長も、加工面倒れが大きくなるので、仕上加工に苦しむユーザーが多い。こうした加工現場の悩みを受け、耐摩耗性と靱性を兼ね備える材料に加え、耐摩耗性・耐熱性、耐熱衝撃性、切りくず離れに優れるコーティングに活用される〝REVOミル技術〟を継承し、今回、ロング刃長に特化した新形状開発を行い、高剛性、鋭い切れ刃、防振性能を高めた。
干場部長は、「ロング刃長の課題はたわんでしまうことなので、心厚を従来比1.25倍にしたことにより、工具たわみ量を従来と比較して半分ほど低減しました」と述べ、動画を見せてくれた。高速度カメラで撮影された加工の動画を見ると、刻み海苔に似た形状の切りくずがシュルシュルと舞っており、切りくず離れも非常に良いのが分かった。また、工具の摩耗を抑制するのに一役買っているのが、アクアREVOミル継承の〝REVO-Mコート〟。これが、ウェット加工でのコーティングの膜割れを抑制している。
工具形状には不等分割・不等リードを採用している。形状を不等分割にすると切削周期性が崩れるので、これが嫌なビビリ振動を抑制してくれるというわけだ。ビビリ振動が抑制できれば、高い面品位な加工面を得られることになる。同社の不等分割不等リードの防振設計で、安定加工が実現する仕組みとなっていた。
SUS304といえば、粘い材料のひとつであるため、被削性が良くない。この加工テストでは、ビビリ振動を確認するため、SUS304の薄板を入り口側0.1mmの切り込みから50mm進んだ出口側で0.5mmの切り込みという、入り口は優しく、前に進むにつれ高負荷になる加工を行った。
切削条件は、外径:φ3.0、切削速度80m/min、送り速度:280mm/min、切り込み量ap:12mm ae:可変、工具突出し量:20mm、切削方法:側面加工ダウンカット、使用機械:立形MC(BT30)、切削油剤:水溶性(外部給油)。
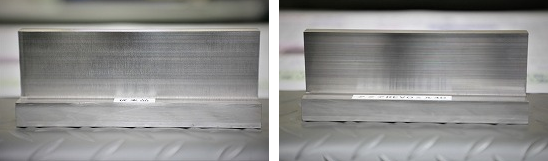
まずは従来品から加工する。加工の途中からジジジジジ~と、蝉の鳴き声のような音がした、と思うと、その音は激しさを増した。これはビビッているに違いない・・・・。加工が終了し加工面の確認をすると、やはりビビリの証拠である筋を認めた。
続いて新製品『アクアREVOミル 4D』が登場。先ほどのように、ビビリが発生すると加工音が大きくなるものだが、とても静かだ。今回は、あまりにも静かすぎるので本当に加工をしたかどうか分かりにくいため、予めワークにマーカーを付けて加工をしている。削り終わったら、マーカーも消えており、ビビリによる加工面の粗さも見当たらなかった。異常摩耗やチッピングを抑制し、他社品と比較しても2倍ほど寿命が持つとのこと。